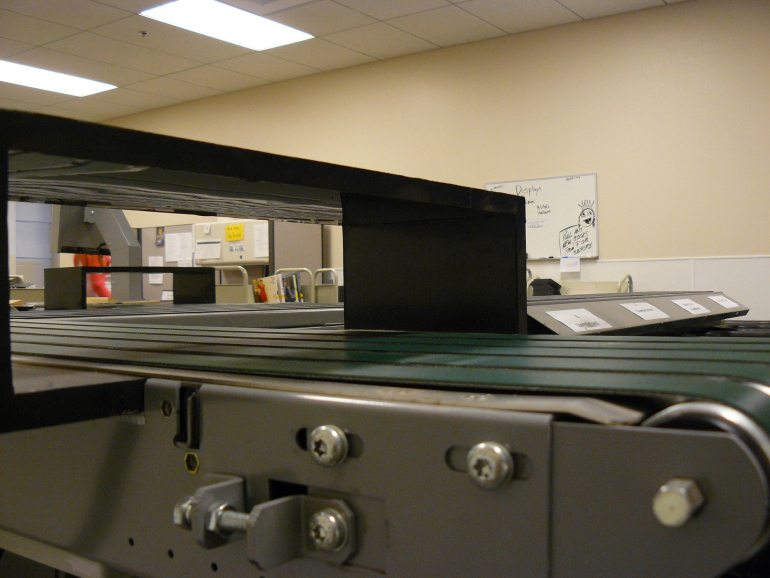

A conveyor system is one of the most important, yet, overlooked parts of the production process in the present-day manufacturing. While it is definitely an essential plant of any manufacturing plant, allowing for automated movement of materials and products across massive halls, a lot of entrepreneurs are still quite oblivious to all the advantages that come from such a system. With that in mind and without further ado, here are several important advantages of the conveyor system
1. A decrease in human labor
The first advantage of the conveyor system lies in the fact that there’s a drastic decrease in human labor which is A) cost-effective and B) safe. The number of materials that gets effortlessly transported across these distances would take so many manpower, that the majority of plants wouldn’t find it cost effective to run in the first place. Of course, when we use the phrase “transported by employees” what we mean is the use of a forklift, trolley or the method of carrying materials by hand. As for the safety, fewer employees mean a smaller chance of a human error, while the majority of these conveyor systems have safeguards of their own.
2. Smaller rate of material loss
Another thing that needs to be taken into consideration is the factor of material loss, caused by transportation. You see, an employee dropping or mishandling a material causes a direct financial loss, which is something that can be drastically decreased with the use of the conveyor system. Also, there are some materials that need to be processed right away and the conveyor allows workers to follow through with this delicate timetable to the best of their abilities. Overall, this feature alone can allow the conveyor system to pay itself off.
3. Self-sustainability
The most important factor in any production is the ability to be self-sustainable. The fact that a conveyor system is a fairly simple concept, while still being an effective one, is incredibly important. What we mean by that is the fact that, should the conveyor malfunction, it would be quite simple to fix and restart it without causing too much downtime. The equipment itself consists of several simple parts most of which never have a chance to malfunction (fasteners, walkways and handrails, etc.). This means that by having spare parts like conveyor rollers in your supply, will allow you to make an on-spot repair and restart the production process right away.

4. Process automation
One of the most important aspects of using a conveyor system is the fact that the entirety of the process is quite automated. All you have to do is set up the conveyor, determine the speed, decide whether the conveyor will load and unload materials on its own (or if this will be done by employees) and so on. This, however, only takes time and effort during the setup and once it’s done, all you have to do is worry about the maintenance. Sure, maintenance isn’t an insignificant issue, yet, when compared to the idea of micro-managing the production process, it’s really a massive administrative boost, as well.
5. Multi-purpose
The last thing worth mentioning is the fact that the conveyor system is used in a myriad of different industries, and that, with the small adjustment, one conveyor belt can be used for a series of purposes. Also, due to the fact that conveyors can move in both directions, a single conveyor can be used for different manufacturing processes. Overall, an investment in a conveyor system usually won’t limit your production system in any way.
In conclusion
The very last thing you should bear in mind is the fact that, like any other piece of equipment, a conveyor is merely a tool, which means that its efficiency depends on the way in which you’re using it. Of course, your options may be limited by your budget, industry and properties of the product made/material handled. Still, there’s always something you can do to make an improvement, it just takes some knowing how.